

联 系 人:邹春永
手机号码:138-1529-2928
QQ号码:709046660
QQ邮箱 :709046660@QQ.COM
网址:www.jsbaoshi.com
地址:淮安市涟水县东胡集镇时码工业区

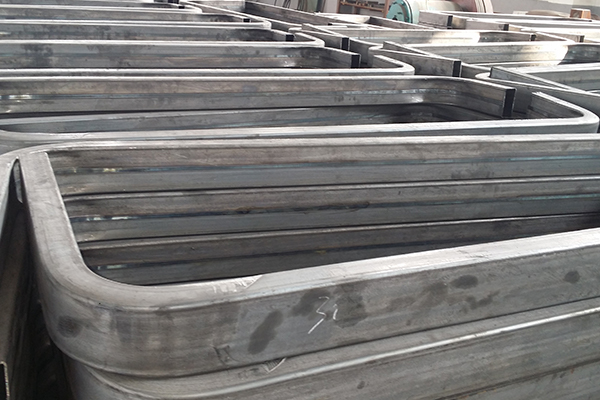
管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。东海U型弯管加工现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。现提供R。(弯曲半径/管外径)关系曲线图,供用户在选择管子直径与壁厚关系时参考。着重反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们推荐U型弯管加工厂家的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,上部为无芯轴区,中部为普通芯轴区,下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。

推荐U型弯管加工厂家所使用的全主动弯管机可沿导轨作横向挪动,这是改换弯模后,弯管机调整弯模管槽瞄准机床中间线所必需的。如许比用调整床身上的导轨和尾座来调整机床中间线简略。完成直线送进活动的小车,在管子弯曲进程中,被管子拉着向前活动。如许,去失落了“正推力”,然后去失落了小车与弯曲速度的同步问题,去失落了为添加“正推力”而设置的直流电机负反应系统,简化了电气线路。因为东海U型弯管加工机械的正推力对管子的弯曲有利,特殊是在弯是曲径较大的管子时,正推力是需要的。因此,VB弯管机添加了助推安装。

我们东海U型弯管加工厂家在加工的时候,由于材料的外侧受到了拉力的作用,而其的内侧则是受到压力的作用。由于中性轴所在位置会与所选择的加工方法有一定的关系,所以,如果是顶弯式加工的时候,那么其中性轴位于距外壁约1/3的位置。而如果是采用旋弯弯管加工的方法,那么,其中性轴则是位于距外壁2/3处。这是由于薄壁管道弯曲,所以使用这种方法比较有利。除此之外,还有一个因素的影响也不可忽略。就是我们推荐U型弯管加工厂家所选用的管材本身所具备的弯曲性能以及其表面的腐蚀情况等,也和弯管加工的质量有着很大的关系。
推荐U型弯管加工在操作时的时候,采用的是热弯管的话,那么不管管径的大小如何,都必须按照规定装上干燥的细砂,而如果是对加热的铜管进行加工的话,那么东海U型弯管加工厂家就应该装上木炭作为主要的染料,如果是铝管的话,则需要利用焦炭作为打底,并在表面铺设一层木炭来对温度进行调整。虽然铝弯管加工的时候,同样采用的是热弯的方式,但是管内是不需要装砂的,并为了更好的降低弯头中椭圆度,以及弯头的腹部出现凹陷的情况,可以在弯头的两侧管壁的位置进行拍打,促使弯曲的部分和管子的端面之间形成椭圆的形状。

在实际使用的时候,由于环境的限制,我们东海U型弯管加工厂家没有办法直接对其进行鉴定,尤其是一些比较细长的弯管加工产品。由于其在加工的过程中,不仅肉眼看不见,而且普通的工具也难以介入,所以很难保证其内部的精密度。这也是弯管内表面的精密加工过程中所面临的一个新的课题。针对这个难题,相关的推荐U型弯管加工企业进行了大量的研究和努力,最终发现如果利用磁力线的话,由于其具有穿透非磁性材料的特性,因而能够通过磁研磨法来完成对不锈钢弯管加工产品内表面的精密加工。不过,由于各种管件的弯曲度不同,所以在对其内表面进行加工处理的过程中仍然存在着不少的麻烦,而且整个过程比较复杂。

东海U型弯管加工生产厂家为了保证弯管加工的质量,在进行模具设计时,对于夹模设计的主要尺寸为长度尺寸,它主要取决于产品两个弯曲之间的直段长度,夹模长尺寸过小,不能夹紧管材,弯管时管材易打滑,操作外观,弯曲部分出坑,不满足产品要求。反之,尺寸过大,容易将前一个弯夹扁、变形,这在工艺上是不充许的。因此,长尺寸要选择合适。这样的U型弯管加工技术加工出来的的推荐弯管才会被大众所接受。


