

联 系 人:邹春永
手机号码:138-1529-2928
QQ号码:709046660
QQ邮箱 :709046660@QQ.COM
网址:www.jsbaoshi.com
地址:淮安市涟水县东胡集镇时码工业区

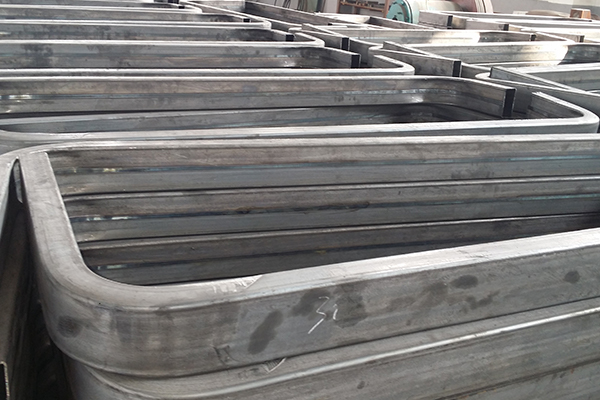
在为优质U型弯管铲除污渍后,要用专门的不锈钢蜡在不锈钢板的外表涂匀,涂在污渍表面上可以达到清洗的作用。为了防止半圆管在使用途中磕碰,尽量用坚固的物品将其包裹在内,以免与其他尖锐物体磕碰,将原有的美观度破坏止损。当漆膜被划伤时,我们梁溪U型弯管厂家可以用喷涂家具的护理剂,用洁净的毛巾摸上护理剂,在较浅的地方擦拭,用磨砂纸轻轻擦抹,打磨到与其他的周边自然顺平就可以正常使用了,操作上非常简单方便。
目前我国压弯是最常用的弯管弯曲方法。所用梁溪U型弯管的设备大多为通用的机械压力机或液压机,也有用专用的优质U型弯管的折弯压力机。常用的滚弯设备是卷板机。三辊卷板机按三点决定一圆的道理,对板坯进行连续弯曲。三辊卷板机具有两个传动辊和一个压下辊。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。今年以来,弯管社会库存呈迅速上升态势,3月末达到历史极高的2192万吨。由于去库存化速度较缓慢,对弯管加工市场形成较大压力。4月份虽是传统的弯管消费旺季,但由于钢铁生产保持高水平,而需求增长相对较弱,市场供大于求矛盾加剧,再加上库存居于高位,弯管价格出现持续回落走势。

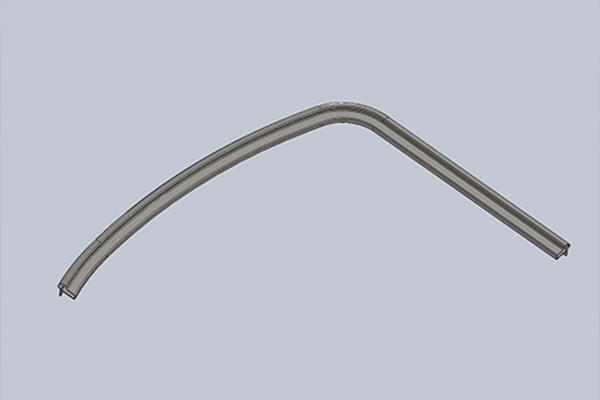
首先我们梁溪U型弯管厂家会焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,最终成为一个圆形环壳.根据需要,一个圆形环壳可以切割成4个90○弯头或6个60○弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前优质U型弯管企业中制造大型承压弯头的理想方法。不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的弯头。坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便。

我们梁溪U型弯管厂家在进行弯管加工的过程中,不仅要采用的技术工艺进行处理,同时还需要采取适当的措施加以控制。比如在产品加工的过程中,如果温度超过一定范围的话,那么产品的表面会出现一定程度的变形,这样产品的表面会出现很多的细裂纹。因而在优质U型弯管的加工过程中需要合理控制其的温度情况。从目前的应用情况来看,高压无缝弯管加工产品已经得到了很好的应用。比如在电力、石油、化工、航海以及核工业等工程领域中都有着非常广泛的应用。不过,该产品也存在一个明显的不足。那就是在进行弯制的过程中,其的起弧处容易出现明显的波浪褶皱。
弯管在生产时,其非专业的人士是不容许触碰的,但是其专业人员或者是工作人员可以去开启电力的附件,弯管从制造商发出之前,电器箱内要与重要绝缘开关相连。各种护栏、扶手拐弯处地尖角慢慢被淘汰了,取而代之的是饱满的圆弧。这样不仅提高了美观度,更重要的是安全性能大大提高了,现在的空调制冷管也是使用其弯管,在我们的生活出随处都可以看见优质U型弯管行业的身影。弯管在工业生产中无处不在,但是弯管在加工时,梁溪U型弯管厂家一定要注意这些问题,在现实生活中我们经常听到因为加工弯管而失去生命的工作人员,究其原因,就是因为他们在弯管加工时,不去在乎这些小细节。

在弯管加工模具设计中,其中的核心步骤就是针对于轮模的设计。通常也是从这一部位开始进行设计。当产品管材外径D,壁厚δ,弯曲半径R(设计三要素)确定后,在设计轮模弯曲半径时必须考虑管材的反弹,从而确定模具的弯曲半径R'。通常情况下,优质U型弯管厂家在弯管加工模具设计时,轮模型腔直径根据管材外径来设计,管材壁厚、外径决定了管材的强度,直接影响夹模的夹持长度,轮模夹持长度与夹模配合。轮模由于频繁受夹模的夹紧冲击及管材的弯曲力,因此梁溪U型弯管生产时要求整体韧性好,有良好的抗冲击能力,且型腔表面耐磨,目前一般采用调质+氮化的热处理工艺,型腔表面硬度可达HRC55~HRC60。


